

Qualität
"Optimale Oberflächenqualität ist messbar."
Qualität und Kundenzufriedenheit gehören zu unseren obersten Unternehmensgrundsätzen.
Die Produktion erfolgt nach den Richtlinien der DIN EN ISO 9001:2015.
Mit kontinuierlichen Verbesserungsprozessen und dem Engagement unserer geschulten Mitarbeiter garantieren wir die Qualität der Fertigung sowie der Produkte.
Sie benötigen Hilfe mit Ihrer Oberfläche?
"Wir übernehmen alle Schritte – Sie erhalten ein Ergebnis, das überzeugt. Nehmen Sie Kontakt auf und erfahren Sie, wie wir es gemeinsam umsetzen können."
Qualität
"Optimale Oberflächenqualität ist messbar."
Qualität und Kundenzufriedenheit gehören zu unseren obersten Unternehmensgrundsätzen. Unsere Produktion erfolgt gemäß DIN EN ISO 9001:2015 mit kontinuierlichen Verbesserungsprozessen.
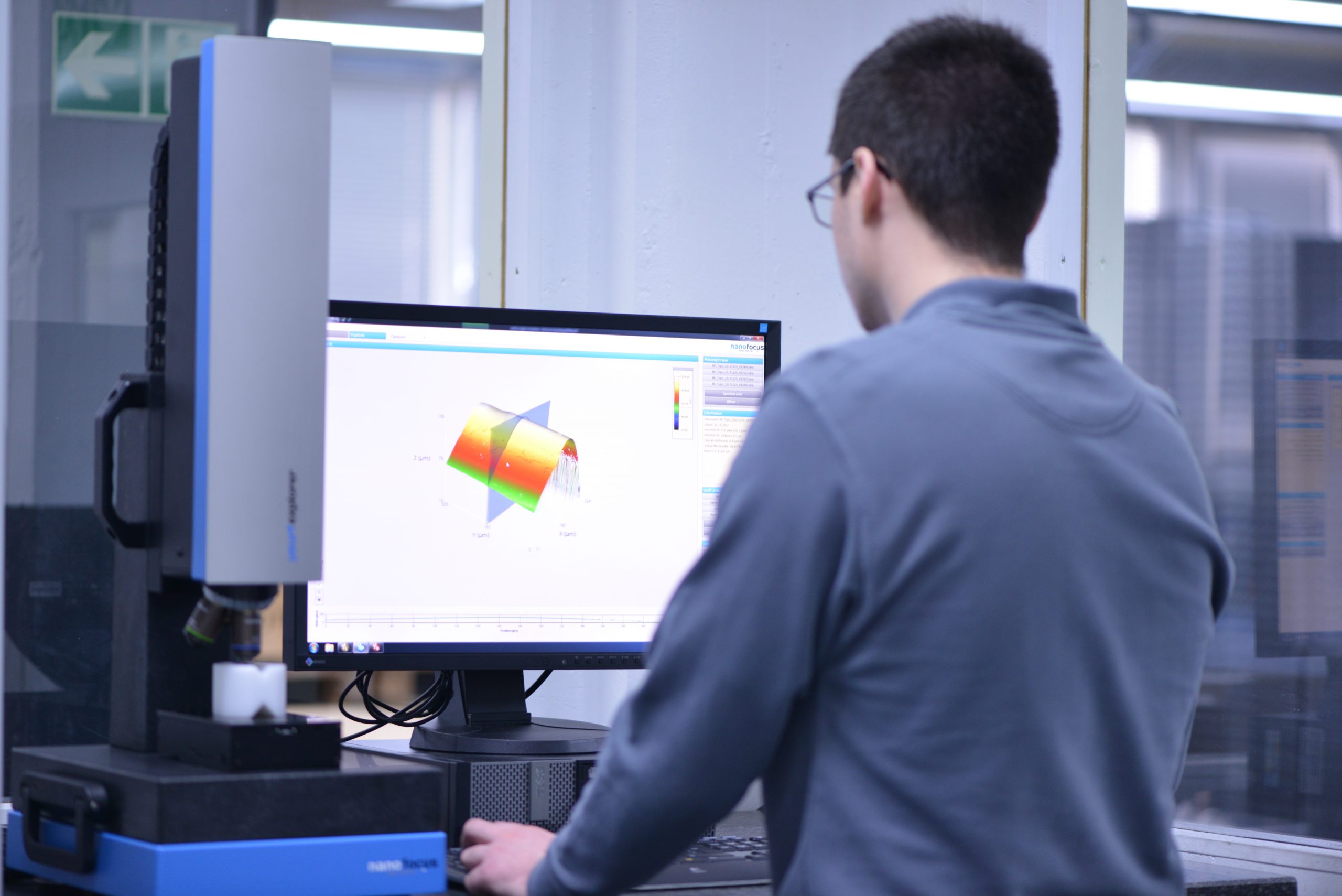
Unser modernes CAQ-System ermöglicht die permanente Überwachung und Dokumentation aller qualitätsrelevanten Daten. Bei Bedarf erstellen wir EMPB- und SPC-Dokumente.
Ein temperaturstabilisierter Messraum garantiert die Langzeitstabilität unserer gesamten Messtechnik.
Ebenheit
Laser-Interferometrie
Eine hochpräzise, berührungslose optische Messmethode für feinbearbeitete Präzisionsteile mittels Interferometrie und Laser. Die Methode bietet schnelle und hochpräzise Messungen, die auch prozessbegleitend durchgeführt werden können.
Bei Bauteilgrößen über Ø 200 mm werden mehrere zusammengefügte Messungen durchgeführt. Ringförmige Bauteile mit Ø 600 mm und 200 mm Ringbreite lassen sich in kurzer Zeit mit einer absoluten Genauigkeit von 50 Nanometern vermessen.
Ebenheitsmessungen für: Geläppte Teile, polierte Oberflächen, flachgehonte Komponenten und feingeschliffene Präzisionsteile.
Interferometrie vs. Koordinatenmessung
Genauigkeit
50 Nanometer vs. 1.400 Nanometer bei Koordinatenmessung
Messpunkte
~100.000 Punkte vs. ~50 bei taktiler Messung
Berührungslos
Kein mechanischer Kontakt – kein Verschleiß, keine Verformung
Messzeit
~30 Sekunden vs. ~120 Sekunden
Messbereich
Bis Ø 550 mm abdeckbar
Geometrie
3D-Koordinatenmessung
Die taktile Messung dreidimensionaler Geometrien und die Auswertung abhängiger Merkmale werden über eine hochgenaue, temperaturstabilisierte Koordinaten-Messmaschine mit 3D-Leitz-Messkopf gesichert.
Messgerät: DEA GLOBALSilver performance 05-07-05
Rauheit
Tastschnittverfahren
Messen, auswerten und dokumentieren – mit optimal abgestimmten Messabläufen und hochwertigen stationären Tastschnittgeräten mit Freitaster.
Messgeräte: Mahr MarSurf PS1, Jenaoptik Hommel T1000
Auflösung: 0,05 µm absolut
Messbare Parameter
Feinste Rauheiten
Hochpräzise Erfassung auch kleinster Oberflächenunregelmäßigkeiten
Welligkeiten
Analyse von Welligkeitsprofilen für optimale Planheit
Traganteile
Bestimmung der tragenden Flächenanteile
Profilschnitte
Detaillierte Profilschnitt-Dokumentation
Weitere Messverfahren
Abstandsmaße & Planparallelität
Präzise Vermessung von Abstandsmaßen und Planparallelität mit hochgenauen Messvorrichtungen.
Winkelmessung
Mit Linearschiebers, präzisionsgeschliffenen kugelgelagerten Walzen und Mitutoyo-Taster. Messgerät: Seibold + Ketterer Z1250.
Optische Kontrolle
Digitales Hochleistungs-Messmikroskop Olympus SZX16 für Kantenradien, Materialeigenschaften und Geometrien.